光ファイバーケーブル研磨の種類
光ファイバーケーブルの研磨とは
光ファイバーケーブルの先端(フェルール端面)は、接続の際にファイバー同士が隙間なく接続できるよう研磨が施されております。
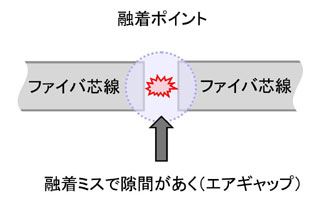
もし、フェルール端面の研磨を平面に行った場合、ファイバー芯線間に微小な隙間が生まれてそこに空気が入り、屈折率の違う媒体の境界面で反射(フレネル反射)を生じます。反射を小さくするためにはファイバー芯線間の間隔を取り去り、直接ファイバー芯線同士を接続させれば良い訳です。
研磨方法にはPC、SPC、UPC、APCなどがあります。
主な研磨の種類
| 研磨種類 | 端面形状 | 特徴 |
|---|---|---|
| PC研磨 (Physical Contact) |
凸球面 | フェルール先端を凸球面状に研磨したもの。 マルチモードファイバーの標準的な研磨方法。 |
| SPC研磨 (Super PC) |
凸球面 | PC研磨を行った後に低反射研磨したもの。 シングルモードファイバーの標準的な研磨方法。 |
| UPC研磨 (Ultra PC) |
凸球面 | PC研磨を行った後に低反射研磨したもの。 シングルモードファイバーで用いられる研磨方法。 |
| APC研磨 (Angled PC) |
斜め凸球面 | フェルールの先端を斜めに8度凸球面状に研磨したもの。 PC(SPC、UPC)研磨との接続互換性無し *1 |
| 研磨種類 | 端面形状 | 特徴 |
| フラットPC研磨 | 平面 | MPOコネクタ(マルチモード)で用いられる研磨方法。 |
| 斜めPC研磨 | 斜め平面 | MPOコネクタ(シングルモード)で用いられる研磨方法。 |
*1 PC、SPC、UPCの間では嵌合互換性がありますが、各種研磨種類が混在した場合に光学系の性能は最も低いものに引きずられます。

反射による戻り光が光源のレーザーに入ると発光状態が不安定となるため、反射減衰量の規格についても規定があります。
なお、平面研磨では規格がありませんが14dB程度が目安です。
平面研磨では接続するファイバーの間に空間ができてしまいます。その空気層によるフレネル反射の発生により平面研磨の特性はPC研磨より劣ります。フレネル反射光量は、空気とガラスの境界面で通常出力光の約4%(-14dB)のパワーであるため、平面研磨の反射減衰量は14dB程度としております。また、この数値は反射率の校正基準などにも用いられるものです。
<ご参考>弊社で対応可能な研磨種別
| コネクタ | SC | DSC | LC | DLC | FC | ST | MPO |
|---|---|---|---|---|---|---|---|
| マルチモード | PC | PC | PC | PC | PC | PC | フラットPC |
| シングルモード | SPC | SPC | SPC | SPC | SPC | SPC | 斜めPC |
シングルモードのSPC研磨は、他にUPC研磨やAPC研磨も対応可
